
 Отправить заявку
Отправить заявку





Аппараты для стыковой сварки
Стыковая сварка является наиболее распространенным способом монтажа трубопроводов из ПНД трубы. Также этот способ подходит для соединения труб из полипропилена.
Способ стыковой сварки применим для труб диаметром не менее 50 мм, иначе грат (утолщение в месте сварки) сильно снизит пропускную способность трубы. Толщина стенки свариваемых труб должна быть не менее 4мм.
Читать далее
Преимуществами стыковой сварки являются относительно невысокая стоимость работ, надежность соединений, экономия на материале за счет отсутствия соединительных фитингов (особенно важно при сварке труб больших диаметров).
К недостаткам стыковой сварки можно отнести невозможность соединения труб из разнородных материалов, сложность проведения работ при минусовой температуре (требуется дополнительный обогрев), а также достаточно большие размеры сварочного оборудования, что затрудняет процесс сварки в ограниченных пространствах. Также могут возникнуть сложности при сварке труб, поставляемых в бухтах, поскольку они при намотке приобретают овальную форму сечения.
Все оборудование для стыковой сварки можно разделить на несколько классов.
-
Ручные сварочные зеркала. Наиболее простой и дешевый вид оборудования для стыковой сварки, используемый для труб малых диаметров. Из-за отсутствия центратора и торцевателя не обеспечивает достаточную точность соединения труб. Поэтому сварочные зеркала не рекомендуется использовать при сварке напорных трубопроводов.
-
Сварочные установки с механическим приводом. Обладают оптимальным сочетанием цена\качество. Как правило, максимальный диаметр свариваемых труб составляет 160мм. Аппараты с механическим приводом используются при средних объемах работы, скорость сварки такими аппаратами несколько ниже, чем гидравлическими.
-
Сварочные установки с гидравлическим приводом. Это профессиональное оборудование, применяемое при больших объемах работы. Гидравлический привод используется во всех аппаратах для труб большого диаметра. Гидравлическая система может также иметь гидроаккумулятор, который обеспечивает стабильное давление на протяжении всего процесса сварки.
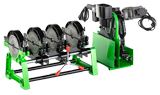
Аппарат для стыковой сварки ПНД труб состоит из трёх основных компонентов:
- Станина с центратором. Обеспечивает необходимое усилие для соединения торцов ПНД трубы. Может иметь механический (ручной) или гидравлический привод.
- Торцеватель. Электромеханическое устройство для выравнивания торцов труб перед их нагреванием.
- Нагревательный элемент – сварочное зеркало, к которому прижимаются торцы свариваемой трубы на этапе нагрева.
Сварка полиэтиленовой трубы стыковым методом происходит в несколько этапов.
- Необходимо очистить торцы свариваемых труб от любых загрязнений
- Трубы устанавливаются в центратор и закрепляются
- Происходит торцевание труб, то есть срезание стружки с торцов для обеспечения идеально ровной поверхности
- Трубы прижимаются к предварительно прогретому нагревательному элементу с заданным рабочим давлением.
- Через заданный промежуток времени нагревательный элемент удаляется, трубы окончательно соединяются, происходит осадка стыка.
Большинство современных сварочных аппаратов самостоятельно контролируют все основные параметры сварки, такие как температура нагревательного элемента, время нагрева и охлаждения, контактное давление на этапах нагрева и соединения.
Ввод параметров сварки может производиться вручную или при помощи сканера штрих-кодов.
Протоколирование сварки может быть обязательным условием по проектной документации. Многие сварочные аппараты поддерживают запись протоколов сварки, их импорт на персональный компьютер или распечатку непосредственно со сварочного аппарата при помощи специального компактного принтера.
В качестве дополнительной опции сварочные аппараты могут комплектоваться набором угловых вкладышей, с помощью которых можно изготавливать сегментные отводы из отрезков трубы.